












































被覆アーク溶接とは?他の溶接との違い・やり方・おすすめ商品まで!
今回の記事では、被覆アーク溶接について解説をしていきます!
被覆アーク溶接は、金属と金属を溶かして接続するような、溶接のなかでももっともポピュラーな溶接のひとつです。
もう少し詳しく言うと溶接棒に被覆材がついていて、溶接棒と母材との間で電気アークを発生させ、その熱によって溶かし接合するといった感じです!
よく街中の工事現場やテレビなどでも、火花が飛び散りながら溶接作業が行われているのを目にしますよね。
綺麗に溶接ができたときはなかなかにうれしいと思います(●'◡'●)
・被覆アーク溶接とは?
・被覆アーク溶接棒の選び方
・被覆アーク溶接のオススメ機種
溶接は被覆アーク溶接のほかにもいろいろな種類があり、それぞれやり方が異なります。
今回は、被覆アーク溶接やほかの溶接作業について説明をしていきますので、溶接の知識を深めたいという方はぜひ参考にしてみてください。
記事の後半では、工具のプロであるアクトツールが選んだオススメの被覆アーク溶接機もご紹介します!
被覆アーク溶接とは?

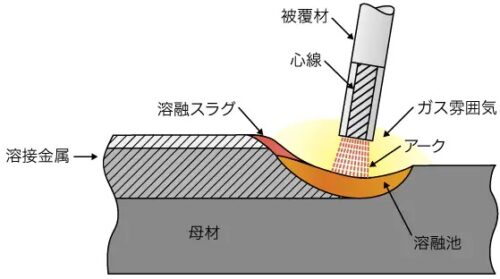
まず、被覆アーク溶接とは、消耗電極式(溶極式)アーク溶接法の一種です。
比較的安価な設備で手軽に行うことのできる溶接方法で、手で行うので、「手溶接」ともいわれます。
母材と同じ材質の金属棒を心線(電極)として、心線と母材との間にアークを発生させ、それを熱源として溶接する方法です。
※アーク:プラズマの一種。気体放電現象の一種であり、高温で強い光を発するのが特徴。
心線の被覆から発せられる保護ガスや、スラグと呼ばれる非金属物質で金属を覆って溶接します。
そうすると風の影響を受けづらく、大気中から酸素や窒素の侵入を防げるので、アークの集中性と安定性を良くすることができます。
屋内でも屋外でも手軽に行うことが可能です!
(引用:キーエンス)
被覆アーク溶接のメリット・デメリット
ここで簡単に、被覆アーク溶接のメリットとデメリットを見ていきましょう。メリット
✔ 屋内でも屋外でもどこでも行える
後に紹介するTIG溶接や半自動溶接などは、風の影響を受けやすいので屋外で行うことはできません。
一方、被覆アーク溶接は風邪の影響を受けにくく、室内外気にすることなくどこでも行えます。
そのため、フィールドでの修理や建設現場での作業なら、被覆アーク溶接が適しています。
✔ 比較的安価に設備がそろう
被覆アーク溶接機本体は安価なものが多く、他の溶接機と比べでも設備投資が楽です。
インターネットはもちろん、ホームセンターなどでも売られています。
シンプルな構造で、メンテナンスや点検も簡単に行うことができます。
デメリット
✔ 溶け込みが浅く、速度が遅い
繊細な被覆アーク溶接では、心線に対して大きな電流を流すと被覆剤が焼損してしまうことがあります。
そのため、使用できる電流は小さいものとなるので、作業の速度は比較的遅くなります。
機種によって適切な電流範囲が異なりますので、必ず事前に確認をしましょう。
✔ うまく出来るようになるには慣れが必要
被覆アーク溶接では、溶接が進むにつれて溶接棒がどんどん短くなる特徴があります。
そのため、溶接棒が溶けて短くなっていくのにあわせて、溶接棒をどんどん下げて操作しなければなりません。
職人の方であれば簡単そうにやっているように見えますが、適切な高さで溶接を行うには慣れが必要です。
パチパチという火花の音でなく、燃えるような変な音がする場合には高さがあっていないので、高さを調整しながら溶接を進めてみましょう。
✔ 多量の煙が発生する
電極が解けた際に多量の煙が発生してしまいます。
十分に換気が行えない場所での作業は、健康被害のリスクが高まります。
特に鉛やカドミウムといった、有害物質を含む電極を使用する際は換気が必須です。
他の溶接との基本的な違い
他の溶接方法と、被覆アーク溶接との違いを見ていきましょう。TIG溶接
(引用:キーエンス)
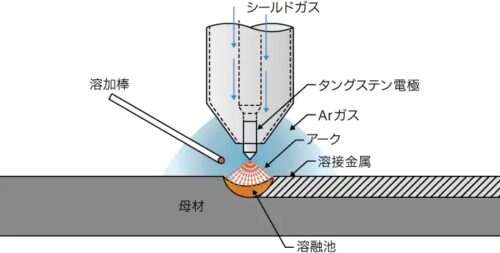
TIG(Tungsten Inert Gas)溶接は「不活性ガス溶接」を意味し、アーク溶接の一種です。
火花を飛び散らすことなく、ステンレスや鉄などのさまざまな金属の溶接に対応できる溶接方法です。
放電用電極に用いるタングステン電極は、消耗しない特徴があります。
アルゴンガスやヘリウムガスなどの不活性ガスをシールドガスとして使用し、その中でアークを発生させて、母材を溶かして溶接します。
溶加棒を用いての溶接となりますが、アークが安定しているのでスパッタはほとんど発生しません。
その他にも、MAG(Metal Active Gas)溶接、MIG(Metal Inert Gas)溶接もあります。
プラズマ溶接
(引用:キーエンス)
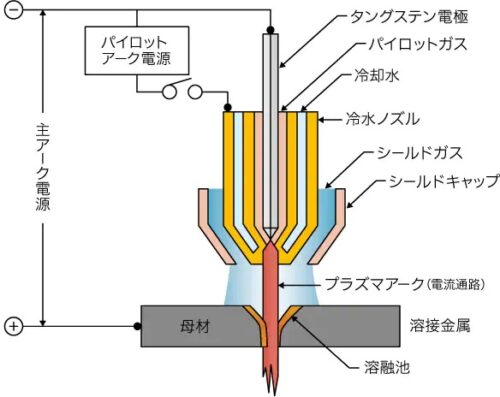
プラズマ溶接は、電極と母材との間に発生させるプラズマアークを利用して行うアーク溶接の一種です。
TIG溶接と同様に、タングステン電極を使用します。
電極はノズルとプラズマガスによって包まれており、アークの広がりはTIG溶接と比べると4分の1程度になります。
アークが絞られるように作られているのが特徴です。
熱が一点に集中する構造なので、素早く歪みの少ない溶接ができます。
電極があまり消耗しないので、高価な機種ですが長時間使用が可能です。
電子ビーム溶接
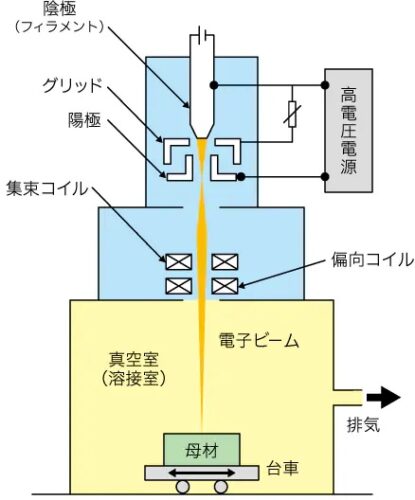
(引用:キーエンス)
電子ビーム溶接は、真空中で電子ビームを発生させ、そのときに出る熱を使用する溶接方法です。
電子ビームの出力は機械で自在にコントロールすることができ、溶け込みの幅や大きさを調整できます。
薄板や厚板の歪みが少ない溶接やマイクロ溶接を特徴とします。
電子ビームを1か所に集中させるので、溶接部の周囲に加えられる熱量が少ないです。
船の側外板、架橋などの大きな工業部品から、小さな電子部品まで、さまざまな種類の溶接に利用されます。
レーザー溶接
(引用:キーエンス)
レーザー溶接は、光をレンズで集めて高いエネルギー密度のレーザー光を熱源として金属を溶接する方法です。
このレーザー光は、目で見ることはできません。
レーザー光はアーク溶接のアークと比べると、かなり絞り込むことができるので、一点に集中した深い溶接ができます。
そのため、レーザー溶接は局所集中型の微細な溶接や、融点の異なる金属の溶接にも向いています。
レーザー出力効率は年々進化し、これからのモノづくりには欠かせない技術のひとつです。
被覆アーク溶接棒の選び方&おすすめ機種6選をご紹介!
被覆アーク溶接と、その他の溶接方法の特徴がつかめましたか?つづいては、そんな被覆アーク溶接の溶接棒の選び方をご紹介します。
被覆アーク溶接棒の選び方

溶接棒は、母体と同じ材質の金属でなければなりません。
そのため、母体に合わせて溶接棒の種類を選びましょう。
一般的に販売されている溶接棒には、主に以下のような種類があります。
| 軟鋼低電圧用溶接棒 | 厚さの薄い鉄板の溶接に向いている。 全姿勢で溶接が可能。 家庭用の100V電源でも使用できる。 |
| 一般軟鋼用溶接棒 | 鉄板の薄いものから厚いものまで対応できる。 溶接を中断してから再開したときでも溶接しやすい。 |
| ステンレス用溶接棒 | ステンレス同士の溶接、 またはステンレスとステンレス以外の鉄などを溶接することができる。 |
| 鋳物用溶接棒 | 鋳鉄の補修溶接に使用する。 下向溶接のみできる。 |
また、使用する溶接機の能力や、母体の厚さによって、溶接棒の太さを決める必要があります。
細ければ何度も重ねて溶接しなければなりませんし、太すぎると熱を加える時間が長くなりすぎてしまいます。
使用する溶接機の能力と溶接する板厚に合わせて、溶接棒の太さを決めましょう。
さらには、溶接棒が太くなるほど大きい電流が必要になります。
溶接機によって最大電流値は決まっているものなので、使用可能な溶接棒の太さは事前にきちんと確認することが大切です。
被覆アーク溶接のオススメ機種
被覆アーク溶接の特徴や溶接棒の選び方のポイントが理解できましたか?ここからは、アクトツールがオススメする被覆アーク溶接機をご紹介します!
スター電器製造(SUZUKID)100V専用 交流アーク溶接機 ホームアークナビプラス 60Hz SKH-40NP

(引用:SUZUKID)
まずは、スター電器製造(スズキッド)のホームアークナビプラス SKH-40NPです。
こちらは家庭用コンセント(100V・15A))でも使用できるアーク溶接機です。
重さは6kgほどなので、持ち運びや移動も楽にできます。
使用率オーバー防止機能が備わっているので、使用率を超えると機械が自動停止し、内部焼損の心配がありません。
鉄やステンレスの溶接に向いています。
| 電源 | AC100V |
| 使用率 | 20% |
| 溶接棒径 | 1.4~1.6mm(低電圧溶接棒) |
| 適応板厚 | 1.2~3.0mm |
| サイズ | 22 x 12 x 22 cm |
| 重さ | 6 kg |
HITBOX アーク溶接機 100V/200V兼用 直流インバーター AT2000

(引用:HITBOX)
つづいては、HITBOXのAT2000です。100Vと200Vどちらも使える兼用モデルです。
重さは3.8kgの軽量タイプなので、自宅や出張工事など、作業場所を選ばず簡単に使用できます。
また最先端のIGBTインバーター保護システムを搭載しており、溶接スタート時に溶接棒がくっ付きにくく良い溶け込みがしやすいです。
本体の前後には放熱のプラスチックが設計されており、温度が高い場所でも機械の故障を防ぎます。
さらには、過熱や過電流の場合では自動的に電源が切れる、安全システムも備わっています。
| 電源 | 100V/200V |
| 使用率 | 60% |
| 溶接棒径 | 2.5~3.2mm |
| 適応板厚 | 鉄:1.5~6.0mm 炭素鋼:1.5~6.0mm |
| サイズ | 23 x 11 x 17 cm |
| 重さ | 3.8 kg |
育良精機 アークファン IS-H40BF

(引用:育良精機)
つづいては、育良精機のアークファン IS-H40BFです。
家庭用のコンセントでも使用可能な、冷却ファン付交流アーク溶接機溶接機です。
溶接棒がくっつきにくく、作業者が使用しやすい設計となっています。
ステンレスや鉄の溶接に向いています。
| 電源 | AC100V |
| 使用率 | 30% |
| 溶接棒径 | 1.4mm・3.2mm(低電圧溶接棒) |
| 適応板厚 | 1.6・3.2mm |
| サイズ(梱包) | 32 x 25 x 22 cm |
| 重さ(梱包) | 8 kg |
日動工業 デジタルインバーター直流溶接機 “スーパーウェルダー160” BM2-160DA-SP

(引用:日東工業)
つづいては、日動工業のスーパーウェルダー160 BM2160DASPです。
従来品のBM-2-160DAと同等の性能で、3.84kgとさらに軽くコンパクトになっています。
厚手の金属板には向きませんが、薄い素材には使いやすさ◎。
軽天作業や内装工事などの出張作業や、狭い場所での溶接作業にぴったりの溶接機です。
スパッタが少ないので、後始末も簡単です。
| 電源 | 単相AC200V |
| 使用率 | 50% |
| 溶接棒径 | 3.2mmまで |
| 適応板厚 | 2.0~9.0mm |
| サイズ(梱包) | 33.2 x 22 x 18.4 cm |
| 重さ(梱包) | 3.84 kg |
スター電器製造(SUZUKID)100V/200V兼用 直流インバータ溶接機 アイマックス120 SIM-120

(引用:SUZUKID)
つづいては、スズキッドのアイマックス120 SIM-120です。
100V/200V兼用のアーク溶接機です。
内蔵されているインバータ制御により、スムーズで安定したアークが特徴で、歪みのない仕上がりが実現。
使用率オーバー防止機能付なので、使用率を超えると自動停止して安全です。
軟鋼・ステンレス・鋳物などの溶接に向いています。
| 電源 | 100V/200V |
| 使用率 | 35% |
| 溶接棒径 | 1.4~3.2mm |
| 適応板厚 | 1.2mm~6.0mm |
| サイズ(梱包) | 37.6 x 31.3 x 23.9 cm |
| 重さ(梱包) | 9.96 kg |
育良精機 アークファン IS-H120WSF

(引用:育良精機)
最後は、育良精機のアークファン IS-H120WSFです。
こちらは、冷却ファン付の交流アーク溶接機です。
溶接マスクやホルダー、溶接棒などの付属品が揃っているので、すぐに溶接を始められます。
重量のあるモデルですが、冷却ファン付なのでパワフルさが続き、待ち時間が少なくなります。
作業効率もアップするので、オススメの溶接機です。
| 電源 | 100V/200V |
| 使用率 | 10% |
| 溶接棒径 | 1.6~2.6mm |
| 適応板厚 | 1.6mm~5.0mm |
| サイズ | 37 x 18 x 26 cm |
| 重さ | 18.99 kg |
まとめ

いかがでしたか?
今回は、溶接のなかではもっともポピュラーな被覆アーク溶接について、またそのほかの溶接との違いややり方についてを詳しく解説させていただきました。
アーク溶接を使いこなすには慣れが必要ですが、コツをつかめば面白さがわかる奥深い工具です。
綺麗に溶接ができたらかっこいいですよね~♪
中古工具専門店のアクトツールでも、様々な溶接関連商品やアーク溶接機を格安で販売しております。
便利なオンラインショップも運営しておりますので、ご購入をお考えの方はぜひ下記のボタンから覗いてみてくださいね。